
Company: GÖTTFERT
Melt Flow Rate
The melt flow rate (MFR or MVR) is an important measure of how easily the melt of a thermoplastic polymer flows.
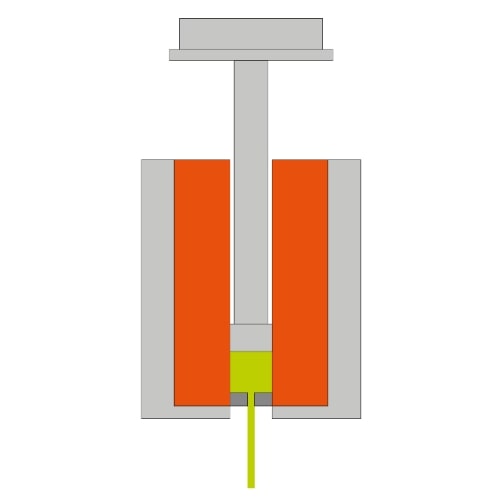
To determine the MFR (Melt Flow Rate), the mass of polymer that flows through a capillary under pressure and temperature in just ten minutes is measured. For this purpose, the sample material is placed in a heated channel and pressed through a standardised nozzle by means of a plunger and gravimetric weights. Polymer processors rely on the MFR value to select the ideal polymer grade for different manufacturing processes. The units are usually omitted as it is assumed that the MFR is expressed in grams per 10 minutes. Furthermore, the test conditions such as the weight in kilograms and the temperature in °C are added. Detailed guidelines for MFI measurement can be found in ASTM D1238 and ISO 1133.
So that the MFR (g/10min) can be calculated directly, the extruded strand is cut off and weighed after a defined time interval. Since the time interval of 10 minutes is not always applicable, the MFR is calculated using a rule of three.
In most cases (method B according to EN ISO 1133), however, the MVR (Melt Volume Rate) is measured and then the MFR is calculated via the density. To determine the MVR, a displacement sensor measures the displacement of the piston during the extrusion process. Multiplied by the channel diameter, the extruded volume per time increment is determined and extrapolated to 10 minutes using a rule of three. Multiplied by the material density, the MVR can be converted into the MFR.
Formula: MFR = MVR * ρ
The melt index serves as an indirect indicator of molecular weight, with a high melt index indicating a lower molecular weight. The flow rate of the melt is inversely related to the viscosity of the melt under the specific test conditions. However, it should be noted that the viscosity of a particular material depends on the force applied.
The flow rate is widely used for polyolefins, with polyethylene usually rated at 190°C and polypropylene at 230°C. The plastics engineer must select a material with a melt index that strikes a balance: It should be high enough to allow easy moulding of the molten polymer into the desired product, and at the same time low enough to ensure sufficient mechanical strength for the intended purpose of the final product.
Sharing experiences
Standards
EN ISO 1133:
Part 1: For materials that are not sensitive to moisture
Part 2: For moisture-sensitive materials
Method A: Manual timing. Manual cutting of the strand. Manual calculation.
Method B: Automatic time and distance measurement. Measurement of the MVR and calculation of the MFR via the melt density. Automatic cutting of the strand for MFR measurement or density determination.
ASTM D1238
ASTM D3364 (for PVC)
Method for measuring the melt flow index
The melt flow rate MFR indicates how much material flows through a 2.096 mm diameter nozzle in 10 minutes under a given pressure. According to ASTM D1238 and ISO 1133 the following dimensions apply:
- Die diameter 2.096 mm, length 8 mm
- Channel diameter 9.555 mm, length 168 mm
- Piston diameter 9.48 mm, length 220 mm
Today, the more precise abbreviations are defined as follows:
- MFR = Melt flow rate (formerly called MFI), unit: g / 10 min
- MVR = Melt volume rate (formerly called MFI), unit: cm³ / 10 min
The MVR multiplied by the melt density gives the MFR.
Using the correct melt index tester
The simplest devices only allow testing according to method A of EN ISO 1133. They include the heated channel, temperature gauge, die, piston and a set of weights. Instruments for time and weight measurement are required but normally not included in the unit price. With simple machines, the weights are usually placed on the punch by hand. Electrical weight lifting, PC and software are often omitted.
By far the most widespread devices are those that allow testing according to method B of EN ISO 1133. In addition to precise timing, these also contain a displacement measurement of the piston. The latter must be more accurate the lower the measured MFR. Such devices are usually ordered with an electrical weight lifting device, a PC and software.
When buying a new instrument, pay attention to the material of the channel and piston. There are extremely corrosive materials that can destroy the channel surface within a few measurements. Other materials can be extremely abrasive, so that the dimensions of the die, channel and piston are affected in a short time. Both effects lead to a distortion of the results. This can happen slowly and thus unnoticed over a longer period of time.
Take a look at the guidance of the piston, the automation of the device and the algorithm of the result evaluation. The ASTM and ISO standards do not specify such factors in detail. For coarse and quick measurements with a larger spread, a simple device can do the job just as well as an expensive, high-quality device. For more precise measurements, an expanded and automated device is required, as well as regular checking. The instruments are consequently more expensive in this case.
If the material to be tested has a very high MFR value (>50-100), a capillary closure or weight retention device is required. Otherwise there is a risk that the stamp enters the measuring section too early. Both options are available for all GÖTTFERT devices.
Hydrophilic polymers can absorb moisture so quickly that this leads to falsification of the results in the MFR measurement. In such cases, nitrogen flushing of the channel is recommended.
If toxic fumes or an unpleasant odour develop from the heated polymer, then an extraction device below and/or above the channel is recommended.
Sample preparation
Some materials tend to accumulate moisture and should be dried before testing. For drying polymers, the use of a vacuum drying oven or a convection oven with pre-dried air injection is recommended.
Filling the material into the channel
Pour the test material into the channel in portions. Depending on the MFR, the mass is usually between 4 and 8 grams. The material is compacted each time with the tamping tool for filling that is as air- and bubble-free as possible. If there are air pockets in the estruded material, you should use less material for each filling process. Compact the material after each filling process. The filling process should be completed within one minute.
Heating up
The heating time is 5 minutes. This ensures that the material has a homogeneous temperature distribution. No weight is given to the stamp during this time. For materials with high MFR values (typically > approx. 50-100), use a capillary closure or weight retention device to prevent the stamp from entering the measuring range before the heating time has elapsed.
Cleaning
If there are deviating results, it is often the canal that has not been cleaned properly. Polymer residues on the channel wall and on the punch head change the shear or sliding behaviour of the polymer on the wall. A motorised cleaner is very effective and helps the user save time.
Recommendation: Make sure that the canal is cleaned very well with a suitable brush and cloths that do not contain synthetic fibres. The cloth used for the last pass should still be clean after use.
Related products

GÖTTFERT – Extensional rheometer

GÖTTFERT – Online rheometers

GÖTTFERT – Laboratory extruder
Would you like advice, a quote or do you have a question about our services and products?
Do not hesitate to contact us.
We will be happy to assist you!